Calculate Angle To Form Sheet Metal

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Bending

How To Make A Cone And Cone Calculator Cone Calculator Metal Working Sheet Metal Fabrication

Mechanical Engineering Calculators Mechanical Engineering Engineering Engineering Science

Press Brake Tooling Information On Globalspec Sheet Metal Work Press Brake Tooling Press Brake
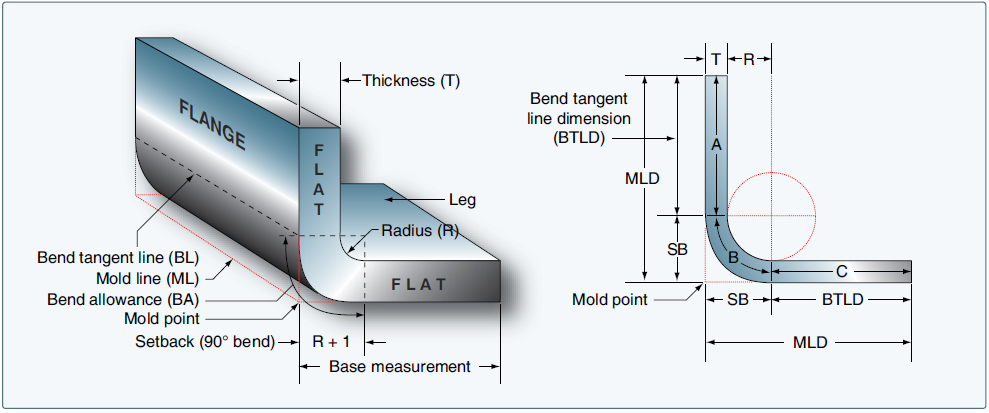
Aircraft Sheet Metal Layout And Forming Aircraft Systems

Continuing with the example introduced in figure 9 our required inside dimension is 0 250 in.
Calculate angle to form sheet metal.

Sheet Metal Flat Pattern Calculator Smlease Design

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Avt 206 A P P2 Developing Sheet Metal Flats The Math Behind The Bends Youtube Welding Projects Welding Metal Working

How To Calculate The Air Formed Radius Of Different Bend Angles Radii Bend Angles
Source : pinterest.com
